 В связи с развитием строительства, потребность в кровельных материалах так же возрастает.
В связи с развитием строительства, потребность в кровельных материалах так же возрастает.
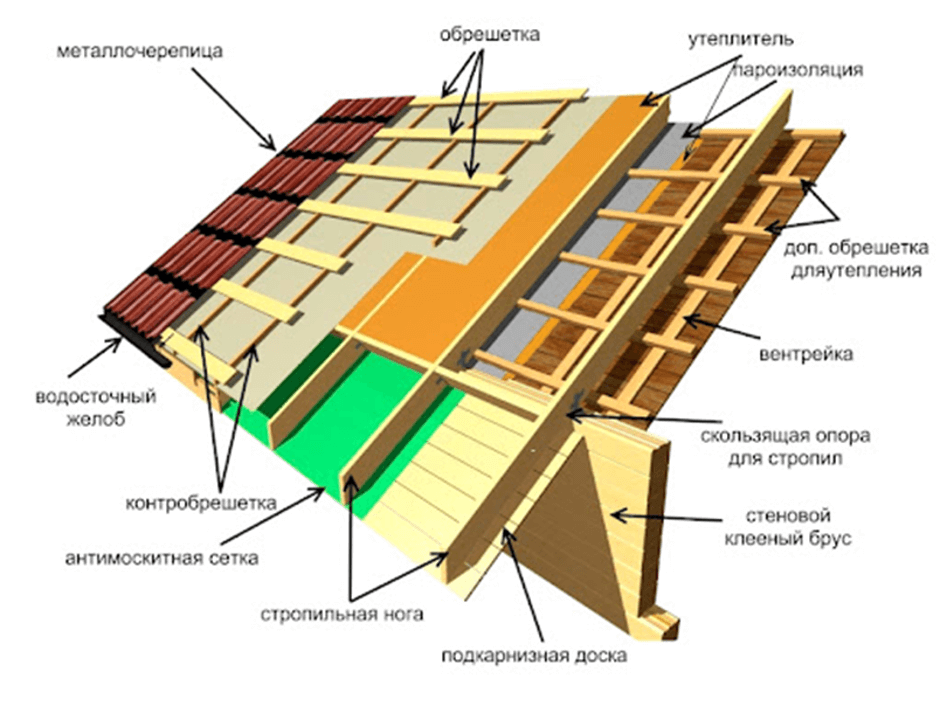
Использование профнастила для кровли крыш позволило строителям:
- Ускорить строительный процесс.
- Улучшить качество кровли.
- Срок службы кровли увеличен.
- Расширен спектр применения.
Требования к оборудованию профилегибочному
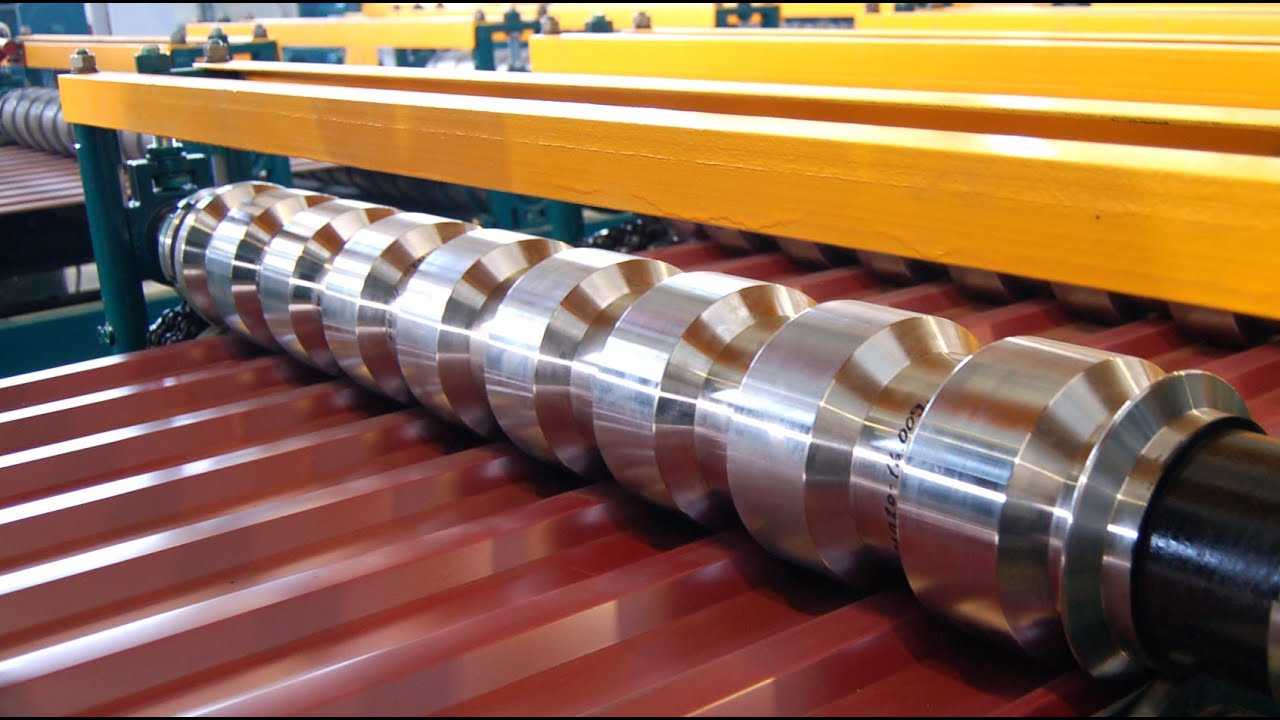
Металлопрофиль производится методом холодного профилирования. На первый взгляд производство профнастила не представляется сложным. Но современные требования к качеству требуют точности производства
Станок для производства профнастила не должен:
- Царапать защитное и декоративное покрытие листа.
- Оставлять заусенцы на листах готового металопрофиля.
Профелегибочное оборудование
Оборудование для производства металопрофиля бывают:
- Ручными. Применяются для изготовления гофрированных профилей небольшого размера и малыми партиями. Подобный станок – листогиб, можно приобрести, если нет финансов для приобретения полноценной линии. Такой станок может обрабатывать листы толщиной до 1,5мм. Волна профиля выгибается стальной балкой. Форму волны и усилие балки устанавливают предварительно исходя от толщины листа. Контролируют процесс изгиба датчики. В комплект к ручному станку, входит роликовый нож. Производительность станка за рабочую смену 120 листов. Не требуется энергообеспечения.
- Передвижными. Их используют на строительных площадках, к примеру, для изготовления арочного профнастила.
- Автоматизированными или полноценными линиями. Это целый комплекс механизмов, который позволяет производить более качественный продукт. Такие линии оснащены автоматикой, которая контролирует синхронность и слаженность работы всей системы.
Для установки автоматизированной системы требуются условия: пол бетонный ровный, температура в помещении должна быть не ниже 4 градусов, а при пневматическом механизме 10, для удобства разгрузки и погрузки должны быть ворота.
Принцип производства профиля может быть:
- Одновременное формирования профиля. Если используется технология одновременного форматирования, то есть деформация листа происходит с первой клети, то гарантируется равномерное профилирование. И брака по краям листа не будет
- Последовательный принцип. Если же используется последовательный процесс сгиба, в этом случае утяжка вначале осуществляется в середине листа, она же может вызвать отклонения от требуемой формы по краям листа.
Станок для производства профнастила состоит из:
- Консольного либо двухопорного разматывателя стального рулона, из которого изготавливают профнастил. Грузоподъемностью не меньше 10 тон.
- Основа всей системы – прокатный профилирующий стан, приводимый в действие мощными электродвигателями. Нанесение поперечных канавок производится на штампующим устройстве. От него зависит четкая линия канавок. Сам станок представляет собой прочную устойчивую раму, на которой закреплены клети, которые задают форму.
- Гильотина, входящая в состав комплекта линии разрезает листы и формирует их размер. Гильотина или гильотинные ножницы могут использоваться разной конфигурации, это зависит от толщины листа. Размещена она после проката. Привод может быть: электрический, электромеханический или же ручной.
- Приемное устройство является последним этапом в линии. На нем производится прием, осуществляется укладка готового продукта в штабели.
- Автоматизированная система управления всем процессом. В нее входят шкаф с датчиками и пульт управления.
В последнее время производители профилегибочного оборудования предлагают двухярусные прокатные станы, на которых можно производить одновременно два вида металопрофиля.